【根据不同材质选择】金属
从在金属上进行刻印和加工的原理开始,到各波长激光的特性进行说明。
为您介绍在铝、不锈钢、铁、铜、超硬材质、镀金等不同材质上的刻印案例和如何选择合适的激光刻印机。
主要刻印种类
黑色(氧化)刻印
原理

使用激光照射刻印目标物时,错开焦点,只传递热量。无需切削,只需传递热量即可在表面形成氧化膜,由于氧化膜呈黑色,因此可进行黑色刻印。
白色(切削)刻印
原理

使激光对准刻印目标物的焦点位置进行照射。
通过对金属表面进行切削,使其表面产生凹凸,从而生成光线漫反射,使刻印呈现白色。
雕刻刻印
原理

使激光照射在焦点位置,对刻印目标物的表面进行切削。通过增加激光的照射次数,加大切削量,从而实现深度刻印。
表层剥离
原理

使用激光照射去除刻印目标物表面的覆盖物或镀金,使其露出表面状态,从而显现刻印。

主要加工种类
切割

将激光器输出的激光聚光后,从照射单元向各位置进行照射,使目标物熔化。由于无需接触加工物,不会产生反作用力,因此可减少发生变形或开裂的可能性。正因为如此,也适用于切割皮革或布料等厚度较薄的材料。此外,由于可非常精细地指定加工区域,因此即使是刀刃无法进入的位置,也可进行局部钻孔或切割等作业。
焊锡屏障
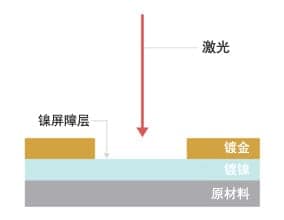
在日益小型化、轻薄化的连接器端子台上,通过施加焊锡屏障(镍屏障),达到抑制焊锡流散的目的。在无需镀金的位置进行掩蔽处理时,去除掩蔽材料的作业相当耗时。针对这样的情况,使用激光进行表层剥离也很有效。
焊接
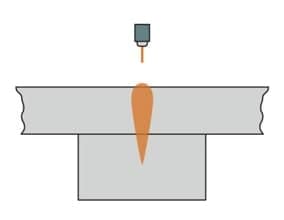
激光焊接是对目标物照射激光,使金属局部熔化,凝固后再接合的方法。可使用激光定点照射高密度的能量,并高速完成加工,因此可减少因热能导致材料变形的可能性。
软钎焊

通过激光的热能熔化锡膏后接合金属。由于可使用激光光点进行局部照射,因此还可用于小型零部件。此外,与对零部件整体进行加热的回流焊模式相比,可降低对零部件产生的热影响所带来的负荷。
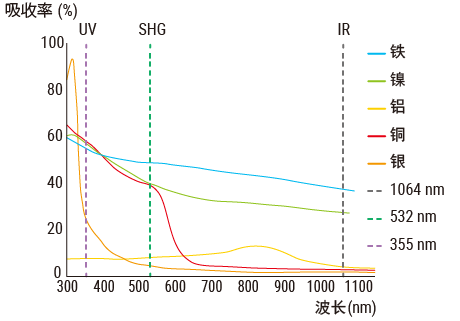
对金属的吸收率
下图是表示基本波长(1064nm)与SHG波长(绿激光)(532nm)的不同金属材质吸收率的图表。铁、镍、铝对于波长的变化,吸收率的变化不大。相比之下金、铜对于波长的变化受到的影响很大。金在532nm 波长的时候吸收率约为30%,在1064nm 基本波长的时候吸收率为不到10%。同样的铜在532nm 波长的时候吸收率约为40%,在1064nm 基本波长的时候吸收率为不到10%。
铝
黑色刻印

在铝制表面进行可视性较高的深灰色刻印。用激光对金属表面进行加热,使刻印部分变为深灰色。
- 选择的要点
- 由于铝的反射率比铁和不锈钢更高,请选择高峰值功率的激光刻印机。基本波长的激光刻印机很适合铝材,只要设定较小的射束光点直径,在能量密度较高的临界聚焦位置进行刻印,就能获得美丽的发色。
- 推荐机型
- 三轴混合式激光刻印机 MD-X

白色刻印

通过轻微切削素材表面,进行白色刻印。
切削金属表面,让光线漫反射,可实现白色刻印。
- 选择的要点
- 将功率调高,设定较快的扫描速度,就能在各类条件下实现稳定的白色刻印。和黑色刻印一样,基本波长的激光刻印机很合适。
- 推荐机型
- 三轴混合式激光刻印机 MD-X
雕刻刻印

这是一种不借助发色,像刻印一样通过雕刻进行刻印的方法。通过多次重复刻印,可以获得较深的雕刻效果,其优势包括在刻印后进行涂装,依旧能确保可视性等。
- 选择的要点
- 由于雕刻刻印需要将刻印表面溶解、气化,适合采用脉冲宽度较长的光纤激光刻印机。相较于单次工序较耗时的刻印,有时候以较快速度进行多次重复刻印的刻印效果会更好。设定较低的频率,以高脉冲能量进行刻印,更容易实现雕刻刻印。
- 推荐机型
- 三轴光纤激光刻印机 MD-F

不锈钢/铁
黑色刻印

通过热处理将表面氧化,能获得清晰的黑色刻印。由于可以将刻印的刻痕/凸起控制在1μm以下,可降低对精密金属元件的损伤。
- 选择的要点
- 基本波长的激光刻印机是很合适,通过散焦降低能量密度,在不产生刻痕的情况下实现黑色刻印。采用高输出型的激光刻印机,能实现更高速的刻印。
- 推荐机型
- 三轴混合式激光刻印机 MD-X
白色刻印

通过轻微切削素材表面,进行白色刻印。
切削金属表面,让光线漫反射,可实现白色刻印。
- 选择的要点
- 将功率调高,设定较快的扫描速度,就能在各类条件下实现稳定的白色刻印。和黑色刻印一样,基本波长的激光刻印机很合适。
- 推荐机型
- 三轴混合式激光刻印机 MD-X
雕刻刻印

这是一种不借助发色,像刻印一样通过雕刻进行刻印的方法。
通过多次重复刻印,可以获得较深的雕刻效果,其优势包括在刻印后进行涂装,依旧能确保可视性等。
- 选择的要点
- 由于雕刻刻印需要将刻印表面溶解、气化,适合采用脉冲宽度较长的光纤激光刻印机。相较于单次工序较耗时的刻印,有时候以较快速度进行多次重复刻印的刻印效果会更好。设定较低的频率,以高脉冲能量进行刻印,更容易实现雕刻刻印。
- 推荐机型
- 三轴光纤激光刻印机 MD-F
超硬材质
黑色刻印

与铝、不锈钢、铁相同,可进行无凸起的黑色刻印。
- 选择的要点
- 对于工具等超硬材质,为了避免造成裂纹,必须对Q开关脉冲频率进行微调。能创造高峰值功率、短脉冲激光条件的混合式激光刻印机是很合适。
- 推荐机型
- 三轴混合式激光刻印机 MD-X
白色刻印

通过轻微切削素材表面,进行白色刻印。
切削金属表面,让光线漫反射,可实现白色刻印。
- 选择的要点
- 将功率调高,设定较快的扫描速度,就能在各类条件下实现稳定的白色刻印。和黑色刻印一样,基本波长的激光刻印机很合适。
- 推荐机型
- 三轴混合式激光刻印机 MD-X
铜
在铜材表面进行轻微切削刻印,就会呈现白色的刻印效果。
- 选择的要点
- 由于铜的反射率较高,请选择高峰值功率的YVO4激光刻印机。相较于光纤激光,YVO4激光可减轻对工件造成的损伤。
- 推荐机型
- 三轴混合式激光刻印机 MD-X
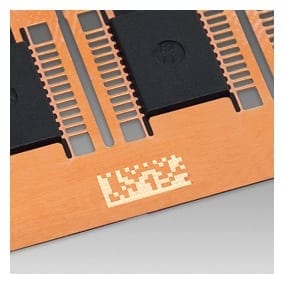
镀金材质
激光刻印

在镀金表面进行轻微切削刻印,就会呈现白色的刻印效果。
- 选择的要点
- 必须对Q开关脉冲频率进行微调。且镀层越厚、刻印难度越高,刻印时间存在延长的倾向。只要有高峰值功率的YVO4激光,不会施加多余的热能,即可获得高品质的刻印效果。
- 推荐机型
- 三轴混合式激光刻印机 MD-X



