测量传感器 首页
测量传感器的选择
为您介绍电气化关键部件的一些示例。 在要求零失误的工序中,提高精度和稳定性方面取得了很多成就。
下载目录
电池
电极材料端面涂层形状测量
电极材料涂层厚度测量
金属箔裁切后的端面起伏测量
辊轮缝隙测量
辊压后的厚度测量
激光焊接的焊珠形状检测
电池密封阀焊接检测
充放电试验时膨胀量测量
缝口后的电极端部的毛刺检测
电极的绕卷不规则检测
电极的切割位置检测
马达
电磁钢板的厚度测量
马达磁芯的多层厚度测量
马达磁芯的外径、圆柱度测量
转子跳动测量
绝缘纸尺寸的测量
焊接后高度的测量
密封形状测量
磁铁插入时的缺陷检测
ECU
ECU组装精度测量
油封·O型环安装确认
车载电子配件、连接器的引线检测
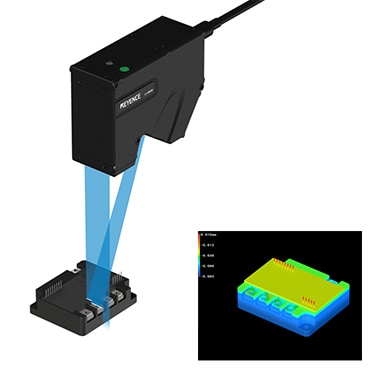
基板翘曲测量
流动焊料的液位测量
连接器PIN针高度/弯曲检查
膏状焊料的厚度分布和体积测量
冲压零件的毛边检测
连接器端子的位置和突出量测量
端子的平面度测量
金属网板印刷后的焊膏厚度测量
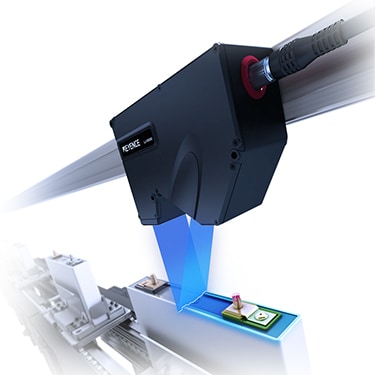
通过非接触方式测量涂抹后的端面形状。 即使是黑色工件也可稳定测量波形。可在潮湿状态下进行检测,从而实时掌握涂抹状况。
2D/3D 线激光测量仪
LJ-X8000 系列
在潮湿状态下测量电极材料涂抹后的厚度。 最多可同时测量3处。 通过在宽度方向上安装多台设备,可在更细的间隔下管理厚度。
彩色激光同轴位移计
CL-3000 系列
检测裁切箔片时产生的起伏。 通过高速采样,可准确捕获高速传送的箔片的端面形状。
LS-9000系列可以不受辊筒表面状态的影响,稳定测量辊轮缝隙。 使用LS-9000系列,可测量最小10μm的间隙。
超高速/高精度测微计
LS-9000 系列
通过投影测量厚度。即使辊筒偏心,也可在补正投影高度差的同时进行稳定的厚度测量。
在线投影图像测量仪
TM-X5000 系列
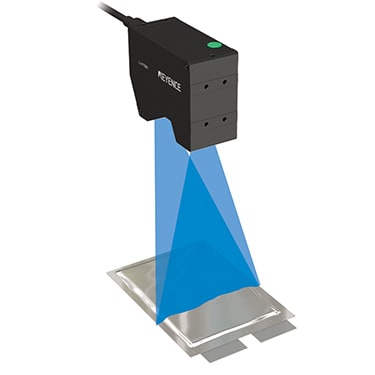
检测激光焊接后焊珠形状。 它不受焊缝颜色或光泽的影响,可检测到焊珠的缺口和凹陷等微小的变化。
测量锂离子电池密封阀的焊接形状。 可以不受材料颜色变化的影响,准确检测焊接前每个部件的位置、浮动以及焊接后的焊珠形状和溅射情况。
干涉式同轴 3D 位移测量仪
WI-5000 系列
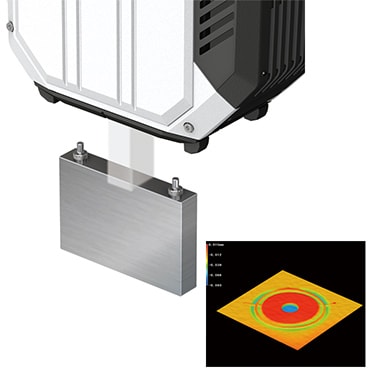
测量充放电试验期间的膨胀变化。 在安全性评估中,当内部发生异常时,实时掌握形状变化。
检测在电极的缝口后产生的端部毛刺。如果是LJ-X8000 系列,通过3200 point/Profile 的超高精细测量,可以进行稳定检测,微小的毛刺也不会放过。
绕卷工序后,检测是否有绕卷不规则。如果是X 轴分辨率为最小2.5μm 的LJ-X8000 系列,可正确测量每1 块电极的形状。
将层叠前的电极切割位置反馈到装置。通过正确捕捉电极端部的形状,可高精度地检测边缘位置。通过正确捕捉涂布材料端部的形状,可高精度地检测边缘位置。
通过非接触方式测量电磁钢板的厚度。通过每个感测头同时测量以及消除感测头的光轴偏差,可以避免由于抖动引起的测量误差从而进行准确的厚度测量。
多层马达磁芯的性能因层数而异。 通过在铆接前在线测量厚度,可确认是否已安装了规定张数,有效防止不良品的流出。
通过使用两个TM-X5000系列感测头,可同时测量尺寸较大物体的外径和圆柱度。
通过非接触方式测量铁芯的偏心状态。可以16000次/秒进行采样和非接触测量,消除测量时的人为误差。
装配扁线后,检查绝缘纸的位置是否正确。 使用LJ-X8000系列,即使混合了金属,扁平线,纸等各种材料,也能够进行高精度测量。
测量焊接部位施加粉状涂层后的高度。 LJ-X8000系列可实现超高速3D检测,实现100%在线检测。
如果密封形状不合适,油等液体可能会进入内部,这使检查的重要性变高。LJ-X8000系列可使用高度数据检查,因此可实现更稳定地测量。
检测磁铁插入转子时的缺陷。使用3200点/轮廓的超高分辨率测量图像,即使是细微的缺陷也能检测出来。
确认ECU组装时的平行度和浮动。 通过检查组装是否正确,以防止出现接合部的接触不良和配件剥离情况。 CL系列采用彩色共焦方式测量原理,可以不受目标物的材质及颜色影响进行稳定测量。
如果油封和密封垫的安装位置不正确,可能会导致漏水、漏油等重大不良。使用LJ-X8000系列,可以在线进行全数检验,并对其数值进行管理。
长期在恶劣环境中使用的车载电子配件,比通用电子配件在品质保证方面要求更严格。 使用激光位移计可以全数检验。
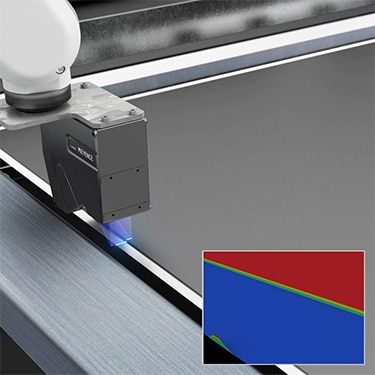
过去,通常*使用一维点激光位移计进行测量。 由于LJ-X8000系列是线激光,它可以在不移动感测头的情况下测量载体和基板之间的高度差。 由于可以在不停止传送的情况下进行测量,因此可以缩短检查时间。
*与本公司LK-G3000产品的比较
尽管由于技术瓶颈,光泽面的角度特性至今仍然是个难题,但由于CL-3000系列激光位移计采用彩色共焦方式进行同轴测量,并且实现了出色的角度特性,因此可以进行稳定的测量。
使用高速和高精度的轮廓测量仪进行在线测量。具有超高精度和宽动态范围性能,可以精确检测针尖部位。
在线检测多处位置。 可用于条件测定,并且薄壁部件等也可轻松检测。
检查冲压后的毛边。 使用测量显微镜进行检查时,检查结果会因为操作者不同而变化。使用WI-5000系列可获得稳定的测量结果,因此可以定量化检测阈值。
同时检测连接器端子的位置和突出量。需要分别实施图像处理检测与利用接触式传感器的测量,LJ-X8000 系列则可同时检测。通过减少设备数量,得以降低成本。
测量功率模块的端子的平面度。以面捕捉目标物,测量相对于通过最小二乘法算出的基准平面的平面度。消除安装目标物时因倾斜导致的误差,可进行准确测量。
需要使用视觉传感器,通过面积判定 OK/NG的情况。今后也可以通过使用 LJ-X8000 系列测量体积及涂抹位置,可节约材料费并实现部件的高密度化。
高精度测量 综合目录