焊接部的焊点不良及测量、检测的高效化
多用于汽车、飞机等的金属接合工序的“焊接”。对于与产品安全性息息相关的焊接部,可用截面样本测量焊点尺寸是否合适,通过检测融入不足/融合不良等问题保障品质。
使用新型4K数码显微系统,低对比度的焊接部截面也能清晰显示出金属组织的边界和不良部位。此外还能快速执行二维/三维尺寸测量,并自动将测量结果(图像和数值等)生成报告,大幅提高作业效率。

焊接点检测的重要性
焊接多用于接合汽车、飞机、铁路车辆、船舶等的金属构成部件。汽车的车体、车架、发动机、变速器、底盘等构成部件,也就是会因行驶产生应力的部位,主要采用各种电弧焊接、电阻点焊接、激光焊接等接合方式。因此基于焊接部强度设计和截面尺寸测量的焊接品质检测十分重要。
焊接部的机械特性和破坏
除母材外,与之接合的焊接部(焊珠/焊点)也是焊材(焊接棒/焊丝等)会熔融/凝固的金属材料。
在代表性的电弧焊接等中,除焊接金属外,受到焊接热影响的母材热影响区中金属组织也会发生连续变化。与此同时,金属材料的机械特性也会发生连续变化。另一方面,焊珠表面形成的“余高”则具有不连续性。若不连续性集中,机械特性也会产生偏差,可能会因应力集中而造成破坏。
强度设计和焊接品质
一般情况下,金属产品的强度设计会设想施加于产品的负荷,求出作用于各金属部件的负荷,然后选择材料。而作用于各部件焊接部的负荷对强度设计也有要求,需要实现与之相应的焊接品质。
因此,通过测量焊接后焊珠截面的大小“喉厚(喉部截面)”、“脚长”、“熔深”等检测基于强度设计的焊接品质十分重要。焊接部的品质可以通过宏观测量焊接后的截面来评估。
取决于焊点的焊接品质
熔深和焊点不良
熔深跟接合强度有很大关系。焊接部如存在熔深与母材关系不当等“焊点不良”,会大大有损焊接品质和强度。以对接焊接为例,以下列举了代表性的“焊点不良”。

- 融入不足
- 因熔融金属加热不足等,相对于所需要的熔深,融化量不足的不良情况。图中示例为搭接角焊。在对接焊接中坡口下部容易发生,而在薄板的T字(水平角焊)焊缝中,一般熔深在薄板侧的20%以下就称作融入不足。

- 融合不良
- 部分熔融金属未融入母材的不良情况。图中示例为薄板的T字(水平角焊)焊缝。发生的原因在于对熔融金属加热不足、熔融金属流失,或在圆周焊接中,在先走焊珠和后走焊珠没有充分融入的情况下就转移到了搭叠焊接等。
全熔透焊接、部分熔透焊接及强度
坡口不同,焊点的样式也不同,同时焊接部的强度也不同。
- 全熔透焊接
- 全熔透焊接是指用熔融的接合材料(焊接棒/焊丝),将像对接焊接那样接合的母材坡口进行一体化并嵌入的焊接方法。
全熔透焊接部与母材具有相同的耐力,因此在强度设计方面,焊接部的可靠性较高。而另一方面,也要求较高的焊接品质。尤其需要注意焊接部的端部是否发生了咬边等不良情况。此外,余高设置过多时,应力会集中在该处,造成开裂等,因此余高的管理和调整也十分重要。

- 部分熔透焊接
- 部分熔透焊接是指在母材上部分设置坡口进行焊接的方法。不同于全熔透焊接中焊接母材的整个板厚度面,而是仅部分焊接母材。通常都会采用全熔透焊接,但是在部件的设计/制作方面、接合部交错等情况下,需要部分熔透焊接。
不过,对弯矩和拉伸力作用的部位进行部分熔透焊接容易导致强度不足,因此需要注意。焊接部的强度设计,以及实际焊接部的焊点遵照设计标准,测量及检测“喉厚”等尺寸是否满足条件都尤为重要。
提高焊接部测量和检测效率的显微系统应用案例
焊接部的截面,焊点和母材的对比度大多较低,不仅难以测量,还会出现人为误差。此外,使用立体显微镜时,需要目视确认刻度尺,手动输入测量值。
但是近年来,随着数码显微系统的技术进步,大大改变了焊接点清晰度和尺寸测量的效率。基恩士的超高精细4K数码显微系统“VHX系列”采用先进的高分辨率HR镜头、4K CMOS、照明、图像处理技术进行清晰的图像和尺寸测量,提高了焊接点检测的效率。
清晰捕捉焊点和母材边界的4K高分辨率图像
在焊接部的截面中,焊点和母材的焊接部边界对比度都比较低,导致无法清楚地观察到边界,因此有时难以判断和测量。
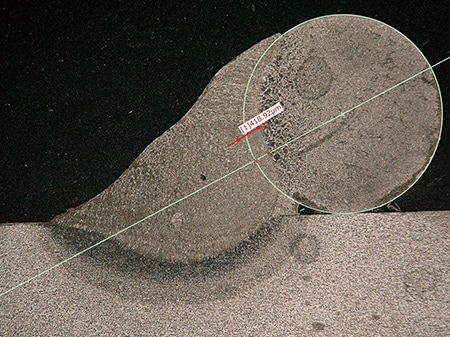
4K数码显微系统“VHX系列”能够通过高分辨率4K图像清晰捕捉边缘。即使是难以区分焊接金属和母材边界的搭接角焊截面,也可以迅速区分边界的清晰边缘、金属组织的差异、不良部位。
这样一来,就能消除焊点尺寸测量时的各种困惑,在削减作业工时的同时提高检测的准确性


左:高分辨率/右:普通(30×)

提高焊接部尺寸测量的效率
焊接部截面的尺寸测量是关乎强度和品质的重要检测。可是,若使用立体显微镜,母材和焊珠的对比度较低,难以判断测量位置。此外还需要通过目视与刻度进行对比,手动输入该数值,因此会出现人为误差,作业也更加复杂。
4K数码显微系统“VHX系列”操作简单,只需在显示器上观察能够清晰显示焊接部边界的4K高分辨率图像,点击测量位置,就能进行脚长、喉厚、熔深等“二维尺寸测量”。即使是次微米级的高精度测量,因操作简单且短时间内即可完成,可以大幅削减作业工时。
此外,通过全新“自动边缘抽取功能”,可以防止人为的测量位置误差。而且,从相册中选择测量/保存的数据,还能再次进行尺寸测量,因此可以满足多种检测需求。


焊接点测量
焊珠的三维尺寸测量、3D形状
焊珠具有连续的凹凸形状。如果焊珠表面存在余高不够、搭叠、咬边、凹痕、开裂等不良情况(非连续性),则无法获得目标机械特性,可能导致破损。但是,只能对焊珠的凹凸进行局部对焦的显微镜,还无法获取余高等评估所需的高度信息。
4K数码显微系统“VHX系列”通过简单的操作,瞬间合成多个焦点位置,实现了对凹凸目标物的全幅对焦和“三维尺寸测量”。此外,通过显示焊珠的3D形状,可以从各个角度自由检测焊珠表面的形状,还能进行各个截面的轮廓测量。而且,因为可以进行形状分析和粗糙度分析,所以还可以检测焊珠周围母材表面的溅射和开裂等。


瞬间生成测量及检测报告
过去除了测量和检测的繁琐之外,报告制作也是一种巨大的作业负担。
4K数码显微系统“VHX系列”配备了“报告功能”。可以和计算机一样安装Excel,通过预先设定固定格式,除了标示尺寸的放大图像外,还能瞬间输入测量值和OK/NG判定。由此能够大幅削减报告制作的人力和工时。

改变焊接部测量和检测的4K显微系统
“VHX系列”还配备了许多部分显微镜无法实现的其他功能。其中囊括了大量先进的功能,例如无需更换镜头就能通过简单操作自动实现20至6000倍倍率转换的“无缝缩放”,对细微凹凸也能清晰呈现的“Optical Shadow Effect Mode”和“全方位多功能照明”,用简单操作完成二维/三维尺寸测量,只需选择保存的数据就能自动再现各类设定,用保存数据自动创建报告等等。
不仅能确保图像的清晰度,在各类操作、数据的获取/保存/应用方面,支援了显微镜焊接点观察分析的操作,是一种强有力的新型工具。
如需了解“VHX系列”的详情,欢迎点击下列按钮,下载查阅产品目录或随时咨询。
