切削工具的种类和数码显微系统下的观察、检测
以更高强度、精度和轻量化为目标的结果,就是硬质合金和硬脆性材料、SUS系淬火钢等难以切削加工的被加工物(难切削材料)的需求增加了。难切削材料对切削工具的负担很大,尤其需要注意切削工具刀头的磨损和缺陷(缺损)。下面我们将为您介绍切削工具的种类和使用数码显微系统进行观察、检测的案例。

什么是切削
使用工具或刀具切削金属等的加工称为切削。
金属的加工方法也有磨削,但磨削是使用砂轮磨削表面的加工方法。
切削的原理
使用切削工具连续地切开加工材料,并作为切屑排出。
理想状态是连续顺畅地产生切屑。

- A:切入
- B:切屑
- C:被加工物
- D:工具
- E:前刀角
- F:前刀面
- G:后刀面
- H:后刀角
切削条件
为了进行适当的切削,切削速度、进给速度、切入量很重要。
- 切削速度 = 1分钟切削距离(m/min)
-
切削速度(m/min),表示工具在1分钟内切削的距离。
切削速度越快,生产效率越高,但工具的寿命越短。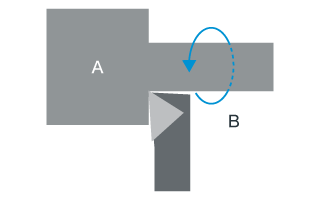
- A:被加工物
- B:1分钟切削距离
切削速度越快,
生产效率越高
,但
工具的寿命越短 - 进给速度=1转前进距离(mm/rev)
-
进给速度(mm/rev),表示工具旋转1圈前进的距离。
进给速度越快,生产效率越高,但切削面越粗糙。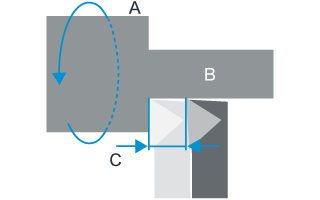
- A:旋转1圈
- B:被加工物
- C:1转前进距离
速度越快,
生产效率越高
,但
切削面越粗糙 - 切入量=切入被加工物的距离
-
切入量表示工具切入被加工物的距离。
切入量越大,生产效率越高,但工具的种类和材质决定了恰当的切入量。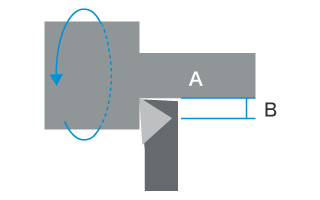
- A:被加工物
- B:切入量

切入量越大,
生产效率越高
,但
工具的种类和材质
有恰当的切入量
代表性的切削加工和切削工具
代表性的切削加工方法及其特点、使用的切削工具如下所示。
- 车削
-
通常通过旋转圆柱或圆盘状的加工物来切削成圆状。
机械名称:车床 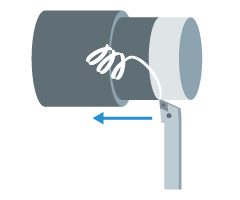
切削工具:车刀 
- 打孔
-
旋转工具,在加工物表面钻孔。
机械名称:钻床 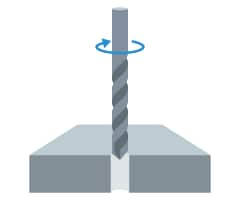
切削工具:钻头 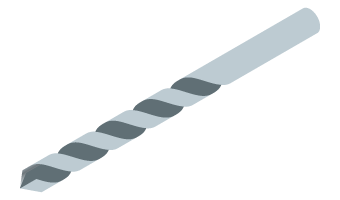
- 镗孔
-
旋转工具,对钻头打开的孔内表面进行精密加工。
机械名称:镗床 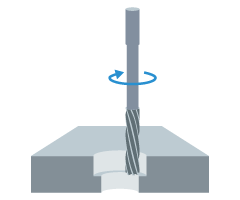
切削工具:铰刀 
- 拉削
-
将称为拉刀的,加工孔的工具直线移动并进行切削。由于拉削加工在1个工序中可以进行到精加工,所以生产效率高,而且工具的寿命也容易预测,所以在要求大量生产的汽车产业中被广泛使用。
机械名称:拉床 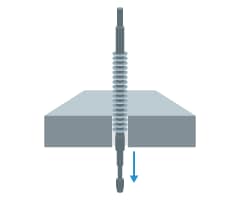
切削工具:拉刀 
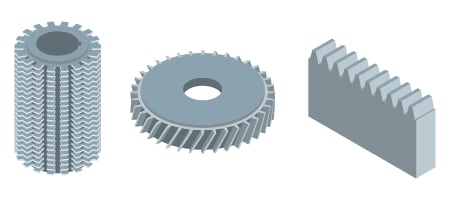
- 切齿
-
旋转刀具以切削出齿部。
- 机械名称:齿轮加工机床
- 切削工具:滚刀、插齿刀、齿条刀
- 铣削
-
旋转称为铣刀的刀具进行切削。铣刀是指,切削加工物表面或凹槽的工具,大致分为加工表面的正面铣刀和加工凹槽等的立铣刀。
机械名称:铣床 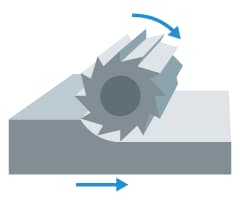
切削工具:铣刀、立铣刀 
代表性工具的材质和特点
代表性切削工具的材质和特点如下所示。
- 高速钢(高速工具钢)
-
以铁为基础,加入钨、铬、钒、钼等的合金。
- ○韧性强。
- ×耐热性、耐磨损性差。
对象加工物:碳钢、合金钢
- 硬质合金
-
在碳化钨粉末中添加碳化钛、碳化钽等,用钴烧结而成的合金。
- ○韧性、高硬度、耐磨损性平衡性佳。
对象加工物:碳钢、合金钢、不锈钢、各种难切削材料
- 陶瓷
-
将氧化铝、碳化钛、氮化硅等硬质材料烧结而成的材料。
- ○耐热性、耐磨损性优异。
- ×缺乏韧性,容易缺损。
对象加工物:铸铁、耐热合金、淬火钢、工具钢
- 金刚石
-
由最硬的材料——金刚石单晶而成型的材料。
- ○耐热性、耐磨损性优异,适合镜面切削。
- ×缺乏韧性,容易缺损。
对象加工物:铝等非铁金属
- 金刚石烧结体
-
在金刚石微粉中添加钴等烧结而成的多晶烧结体。
- ○耐热性、耐磨损性优异,韧性优于金刚石。
- ×难以制作锋利的刀尖。
对象加工物:非铁金属、硬质合金、陶瓷
- 金属陶瓷
-
在碳化钛或氮化钛中添加镍等烧结而成的材料。
- ○虽然是硬质合金的一种,但与硬质合金相比,耐磨损性和耐腐蚀性优异。常在钢的精加工中使用。
对象加工物:碳钢、合金钢
抛弃式刀片

抛弃式刀片为用螺丝等在支架上进行机械固定后使用。刀尖的材质,一般使用硬质合金,形状符合ISO规格,有正三角形、正方形、菱形、圆形等。


使用数码显微系统对切削工具进行观察、检测的案例
将为您介绍使用基恩士的4K数码显微系统“VHX系列”,对切削工具进行图像观察、检测的新案例。
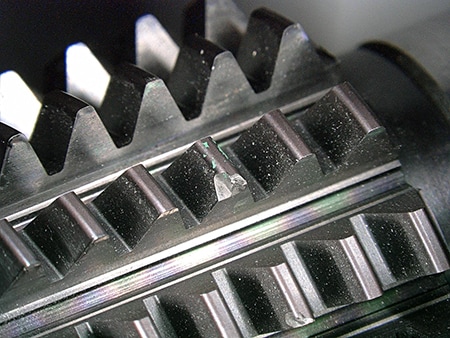






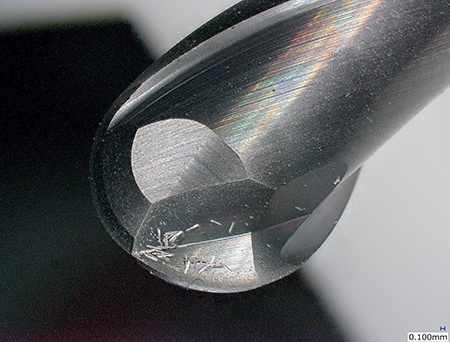
刀尖的熔敷观察
通过3D观察,判明了不是缺损而是熔敷。
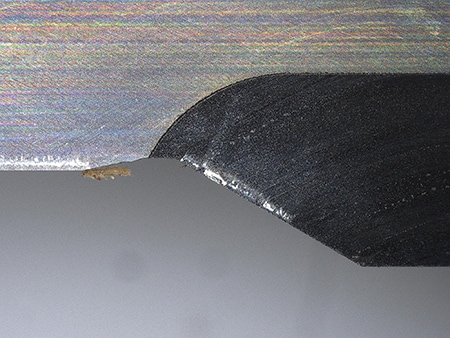

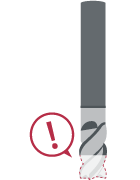
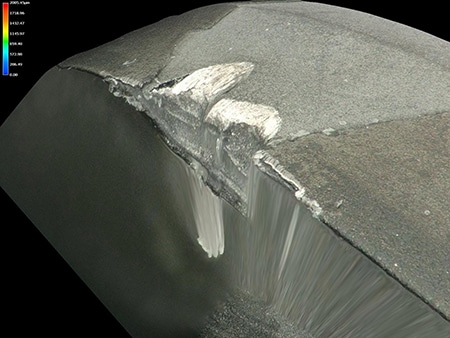
工具折断的起点观察
通过全方位多功能照明,可以很容易地观察到断裂面的起点。
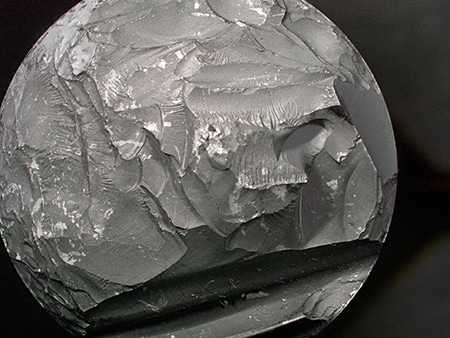

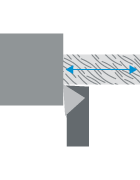
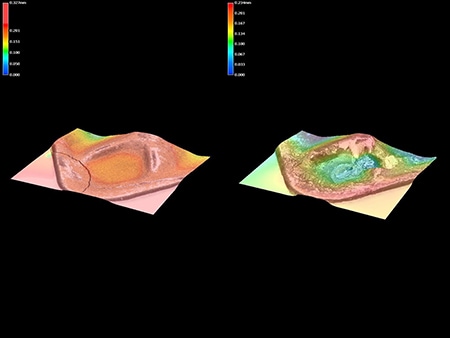
切削面的观察
通过Optical Shadow Effect Mode,使您在几秒钟内可以评估出以往只能通过干涉仪观察的切削表面的起伏。



